金属纤维面料是指将金属丝织人棉、麻、锦、涤等纤维中,经特殊工艺处理而成的面料。织物表面具有闪亮高贵的金属光泽,风格独特,手感光滑柔软,并拥有独特的记忆抓皱效应,具有群皱的感觉。
基于金属纤维面料的特性,其在印染加工中容易出现的问题有折痕、蚊子嘴和断丝等。折痕,即布面上金属丝局部折叠,形成不可回复的印痕;蚊子嘴,即金属丝打圈、扭结、空出布面;断丝,金属丝被拉断、扭断,出现丝头。
若出现以上问题,均会严重影响金属纤维面料的质量,损害其独特的手感和风格。我公司采用冷轧堆前处理工艺和合理的染整工艺,成功开发了纯棉、锦棉、锦涤、涤锦等几大类金属纤维面料产品,并已批量生产,成为客商的主选面料之一。
l 织物规格和工艺流程
1.1 织物规格
154 cm 14.6/14.6 +7.2 315/315:154 cm 14.6/14.6+7.2 425/283棉金属纤维织物。以上两个品种经纱均为14.6 tex纯棉纱,纬纱为部分14.6 tex纯棉纱与7.2 tex(65D)金属纤维并线而成。
1.2 工艺流程
坯检→翻缝→烧毛→拉幅去皱→煮漂→丝光→染色→后整理
2 染整工艺
2.1 坯检
金属纤维与纯棉纱并线过程中,因各厂家的技术和设备不同,会出现因金属纤维断头而产生的接头,或金属纤维因张力不同而跳出,影响手感。因此一定要加强坯布的检验。
2.2 翻缝
采用纯棉股线,细针脚包缝。要求缝头平整、布边整齐,以防止在煮漂机上因缝头问题造成大量的折皱。一旦折皱产生,在后道工序中是无法回修的。
2.3 烧毛
为了更好地体现金属纤维面料的光泽特点,提高布面的光洁度,采用气体烧毛。火口两正两反,车速9O-95 m/min。需注意的是,不能用圆筒烧毛,因为圆筒烧毛温度太高,金属纤维在高温吸热后很难立刻散发热量,而将大量的热量传给与之并在一起的棉纱,出现过烧现象。
2.4 拉幅去皱
因金属纤维和棉的缩率不同,棉缩率大于金属纤维,所以在上煮漂机前进行拉幅去皱处理。工艺流程采用轧抗皱剂(抗皱剂TY-110 g/L,室温)→烘干→拉幅(温度100℃ ,车速40 m/min)
2.5 煮漂
由于部分纬纱含有金属纤维,前处理时应尽量缩短工艺流程,以防止金属纤维扭曲、变形,以及棉纤维受损现象。
我们进行了两种前处理工艺的生产试验,即冷轧堆和连续煮漂,结果见表1。
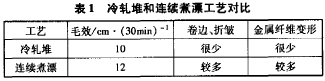
通过比较,选择冷轧堆前处理工艺。工艺流程 浸轧煮练液→打卷→堆置→热水洗→冷水洗→烘干
煮练液处方g/g·L-1
NaOH 50
H202 15
煮练剂TY-5 2O
水玻璃 2O
德固SN—S 2
堆置时间/h 2O
2.6 丝光
为了防止破边,可采用直辊丝光机,工艺同棉。
2.7 染色
因金属纤维不上染,采用一般棉染色工艺即可。
2.8 后整理
2.8.l 柔软、拉幅
为了使金属纤维面料手感柔软、丰满,必须对其进行柔软整理。我们采用亲水型有机硅柔软剂,在布铗热风拉幅机上进行整理。织物浸轧整理液后,需先经烘筒预烘(约去除7O%水分)。
工艺处方/g·L-1
柔软剂TY-8 20
渗透剂JFC 2
2.8.2 预缩
金属纤维面料的纬向缩率很小,柔软整理后纬向缩水率一般能达到要求,但考虑到面料的光泽和手感,为提升产品的风格和档次,需进行预缩整理。本工艺可操作性强,已开发出的多种金属纤维面料,产品质量稳定,深受国内外面料商的喜爱。